 發布時(shí)間:2019-05-17
發布時(shí)間:2019-05-17CNC鋁合金加工零件的(de)結構設計主要有?
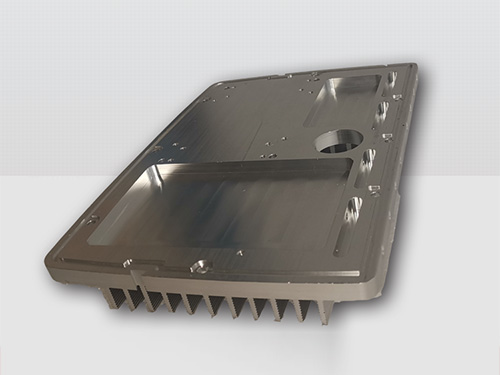
1、CNC鋁合金加工零件的(de)内腔和(hé)外形較好采用(yòng)統一的(de)幾何類型和(hé)尺寸。這(zhè)樣可(kě)以減少刀(dāo)具規格和(hé)換刀(dāo)次數,使編程方便,生産效益提高(gāo)。
2、内槽圓角的(de)大(dà)小決定刀(dāo)具直徑的(de)大(dà)小,因而内槽圓角半徑不應過小。零件工藝性好壞與被加工輪廓高(gāo)低、轉接圓弧半徑的(de)大(dà)小等有關。
3、CNC鋁合金加工零件銑削底平面時(shí),槽底圓角半徑r不應過大(dà)。
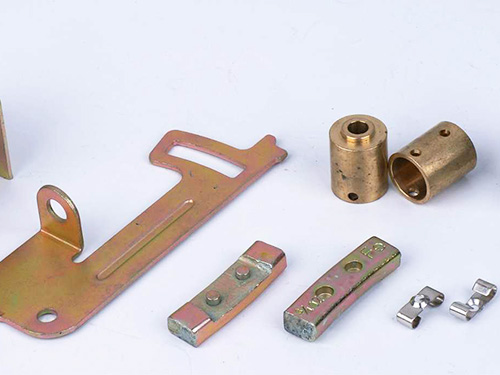
4、應采用(yòng)統一的(de)基準定位。在CNC加工中,若沒有統一基準定位,會因工件的(de)重新安裝而導緻加工後的(de)兩個(gè)面上輪廓位置及尺寸不協調現象。要避免問題的(de)産生,兩次裝夾加工後其相對(duì)位置的(de)準确性,應采用(yòng)統一的(de)基準定位。
注意事項:零件上較好有合适的(de)孔作爲定位基準孔,若沒有,要設置工藝孔作爲定位基準孔(如在毛坯上增加工藝凸耳或在後續工序要銑去的(de)餘量上設置工藝孔)。若無法制出工藝孔時(shí),起碼也(yě)要用(yòng)經過精加工的(de)表面作爲統一基準,以減少兩次裝夾産生的(de)誤差。此外,還(hái)應分(fēn)析零件所要求的(de)加工精度、尺寸公差等是否可(kě)以、有無引起矛盾的(de)多(duō)餘尺寸或影(yǐng)響工序安排的(de)封閉尺寸等。
在CNC鋁合金加工的(de)時(shí)候,刀(dāo)具的(de)選擇重要。因爲刀(dāo)具的(de)好壞,是否适合都影(yǐng)響加工時(shí)的(de)質量。對(duì)數控刀(dāo)具的(de)要求要剛性好、度好、、安裝調整方便等。
數控刀(dāo)具的(de)性能要求
切削性能好。爲了(le)适應刀(dāo)具的(de)粗加工和(hé)對(duì)難加工材料的(de)工件加工時(shí)能采用(yòng)大(dà)的(de)背吃(chī)刀(dāo)量和(hé)高(gāo)進給量,刀(dāo)具應具有能夠承受高(gāo)速切削和(hé)切削的(de)性能。同時(shí),同一批刀(dāo)具在切削性能和(hé)刀(dāo)具壽命方面 要穩定,以便實現按刀(dāo)具使用(yòng)壽命換刀(dāo)或由數控系統對(duì)刀(dāo)具壽命進行管理(lǐ)。
。爲适應數控加工的(de)和(hé)自動換刀(dāo)等要求,刀(dāo)具具有較高(gāo)的(de)精度,如有的(de)整體式立銑刀(dāo)的(de)徑向尺寸達0.005mm。
度高(gāo)。數控刀(dāo)具,不論粗加工還(hái)是精加工,都要選擇具有比普通(tōng)機床所用(yòng)刀(dāo)具高(gāo)度,以盡量減少換或修磨刀(dāo)具及對(duì)刀(dāo)的(de)次數,從而提高(gāo)數控機床的(de)加工效率和(hé)加工質量。
斷屑及排屑性能好。數控加工中,斷屑和(hé)排屑不像普通(tōng)機床加工那樣能及時(shí)由人(rén)工處理(lǐ),切屑易纏繞在刀(dāo)具和(hé)工件上,會損壞刀(dāo)具和(hé)劃傷工件已加工表面,甚至會發生傷人(rén)和(hé)設備事故
性高(gāo)。要數控加工中不會發生刀(dāo)具意外損傷及潛在缺陷而影(yǐng)響到加工的(de)順利進行,要求刀(dāo)具及與之組合的(de)附件具有很好的(de)性及較強的(de)适應性。
數控刀(dāo)具的(de)類型、規格和(hé)精度等級應能夠滿足加工要求,刀(dāo)具材料應與工件材料相适應。
熱(rè)門産品
Product

青縣子航電子機械廠
Copyright © 2019 - 2020 www.cangzhouyoutai.com All Right Reserved.

 當前位置:
當前位置: