

機械零部件加工有哪幾個(gè)階段?
機械零部件加工不可(kě)能在一道工序内完成所有表面的(de)全部加工内容,零件加工的(de)整個(gè)加工工藝過程可(kě)以分(fēn)爲以下(xià)幾個(gè)階段:
1、粗加工階段。切除各加工面的(de)大(dà)部分(fēn)加工餘量,并加工出精基準,主要考慮盡可(kě)能大(dà)地提高(gāo)生産率。
2、半精加工階段。切除粗加工後可(kě)能産生的(de)缺陷,爲表面的(de)精加工做(zuò)準備,要求達到 的(de)加工精度,适當的(de)精加工餘量,同時(shí)完成次要表面的(de)加工。
3、精加工階段。在此階段采用(yòng)大(dà)的(de)切削速度,小的(de)進給量和(hé)切削,切除上道工序所留下(xià)的(de)精加工餘量,使零件表面達到圖樣的(de)技術要求。
4、光(guāng)整加工階段。主要用(yòng)于降低表面粗糙度值或加工表面,主要用(yòng)于表面粗糙度要求很高(gāo)(ra≤0.32μm)的(de)表面加工。
5、超加工階段。加工精度在0.1—0.01μm,表面粗糙度值ra≤0.001μm的(de)加工階段。主要的(de)加工方法有:切削、精鏡面磨削、研磨和(hé)抛光(guāng)等。
機械零部件加工工藝指的(de)是機械零件加工的(de)方法和(hé)步驟
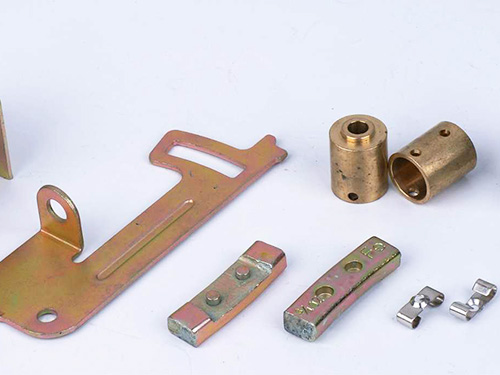
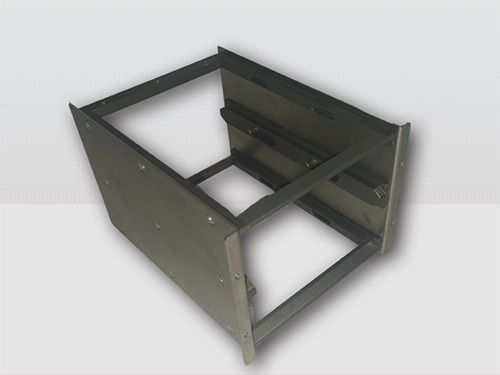
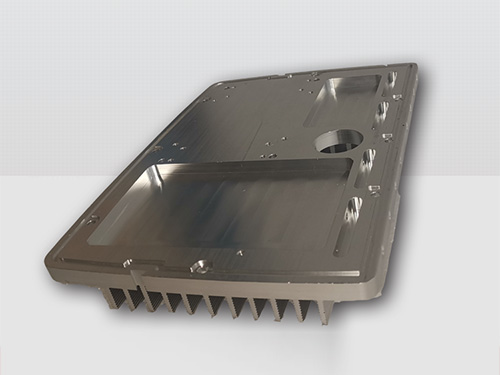
1.确定毛坯的(de)種類
毛坯的(de)種類應根據零件的(de)材料、形狀和(hé)尺寸來(lái)确定,還(hái)要考慮工件批量和(hé)生産條件。如圖所示的(de)傳動軸,直徑較小,各段外圓直徑懸殊不大(dà),可(kě)選圓鋼下(xià)料。圖所示的(de)齒輪軸,直徑相差較大(dà),爲節約材料和(hé)加工工時(shí),若批量大(dà),又具備鍛造條件,應選用(yòng)鍛件毛坯;否則,也(yě)選圓鋼下(xià)料。軸承蓋,其材料爲鑄鐵,毛坯應選用(yòng)鑄件。齒輪,其材料爲40鋼,且外圓直徑不大(dà),小外圓短,可(kě)選圓鋼下(xià)料。齒輪,由于其外圓和(hé)孔的(de)直徑均較大(dà),單件可(kě)選相應厚度鋼闆氣剖下(xià)料,批量大(dà)可(kě)選用(yòng)鍛件,鍛成圓環狀坯件,這(zhè)樣既節約材料,又減少加工工時(shí),鍛造毛坯的(de)機械性能也(yě)較好。
2.确定零件的(de)加工順序
加工順序應根據毛坯的(de)種類、結構、尺寸、加工精度、表面粗糙度和(hé)熱(rè)處理(lǐ)等技術要求來(lái)确定。
3.确定加工工序
确定每一工序所用(yòng)的(de)機床、工件裝夾方法、加工方法、加工尺寸和(hé)檢測方法,含爲下(xià)道工序所留的(de)加上餘量。一般中小型零件外、内圓柱和(hé)平面均指單邊餘量,在單件小批生産時(shí),毛坯尺寸大(dà)的(de)取火值,反之,取小值。總餘量:手工造型鑄件爲3—6mm;自由鍛造或氣割件爲3—7mm;圓鋼料爲1.5~2.5mm。工序餘情:半精車爲0.8~1.5mm;高(gāo)速精車爲0.4-0.5mm。
4.确定所用(yòng)切削用(yòng)量和(hé)工時(shí)定額
單件小批生産的(de)切削用(yòng)量一般由生産者自行選定,工時(shí)定額由管理(lǐ)人(rén)員(yuán)制定。
5.填寫工藝卡片
以簡要說明(míng)和(hé)工藝簡圖表明(míng)上述内容。
信息動态
News

青縣子航電子機械廠
Copyright © 2019 - 2020 www.cangzhouyoutai.com All Right Reserved.

 當前位置:
當前位置: