 發布時(shí)間:2019-05-17
發布時(shí)間:2019-05-17随著(zhe)時(shí)代的(de)進步,CNC鋁合金加工成爲了(le)人(rén)們在工廠裏面經常使用(yòng)到的(de)設備,CNC加工中心數控機床加工深孔加工常見幾種問題你們是否會解決呢(ne)?跟小編一起去了(le)解一下(xià)吧。
A.孔徑增大(dà),誤差大(dà)
1)産生原因
鉸刀(dāo)外徑尺寸設計值偏大(dà)或鉸切削刃口有毛刺;切削速度過高(gāo);進給量不當或加工餘量過大(dà);鉸刀(dāo)主偏角過大(dà);鉸刀(dāo)彎曲;鉸切削刃口上粘附著(zhe)切屑瘤;刃磨時(shí)鉸切削刃口擺差超差;切削液選擇不合适;安裝鉸刀(dāo)時(shí)錐柄表面油污未擦幹淨或錐面有磕碰傷;錐柄的(de)扁尾偏位裝入機床主軸後錐柄圓錐幹涉;主軸彎曲或主軸軸承過松或損壞;鉸刀(dāo)浮動不靈活;與工件不同軸以及手鉸孔時(shí)兩手用(yòng)力不均勻,使鉸刀(dāo)左右晃動。
2)解決措施
根據具體情況适當減小鉸刀(dāo)外徑;降低切削速度;适當調整進給量或減少加工餘量;适當減小主偏角;校直或報廢彎曲的(de)不能用(yòng)的(de)鉸刀(dāo);用(yòng)油石仔細修整到合格;控制擺差在允許的(de)範圍内;選擇冷(lěng)卻性能較好的(de)切削液;安裝鉸刀(dāo)前将鉸刀(dāo)錐柄及機床主軸錐孔内部油污擦淨,錐面有磕碰處用(yòng)油石修光(guāng);修磨鉸刀(dāo)扁尾;調整或換主軸軸承;重新調整浮動卡頭,并調整同軸度;注意正确操作。
B.孔徑縮小
1)産生原因
鉸刀(dāo)外徑尺寸設計值偏小;切削速度過低;進給量過大(dà);鉸刀(dāo)主偏角過小;切削液選擇不合适;刃磨時(shí)鉸刀(dāo)磨損部分(fēn)未磨掉,彈性恢複使孔徑縮小;鉸鋼件時(shí),餘量太大(dà)或鉸刀(dāo)不鋒利,易産生彈性恢複,使孔徑縮小以及内孔不圓,孔徑不合格。
2)解決措施
換鉸刀(dāo)外徑尺寸;适當提高(gāo)切削速度;适當降低進給量;适當增大(dà)主偏角;選擇潤滑性能好的(de)油性切削液;定期互換鉸刀(dāo),正确刃磨鉸刀(dāo)切削部分(fēn);設計鉸刀(dāo)尺寸時(shí),應考慮上述因素,或根據實際情況取值;作試驗性切削,取合适餘量,将鉸刀(dāo)磨鋒利。
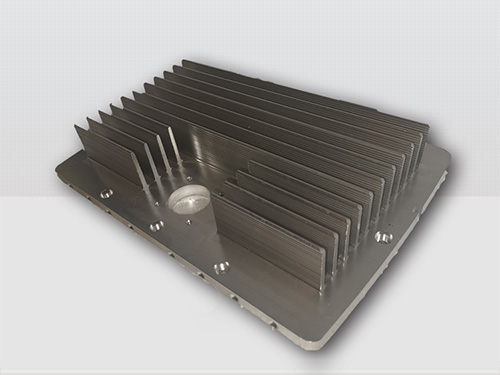
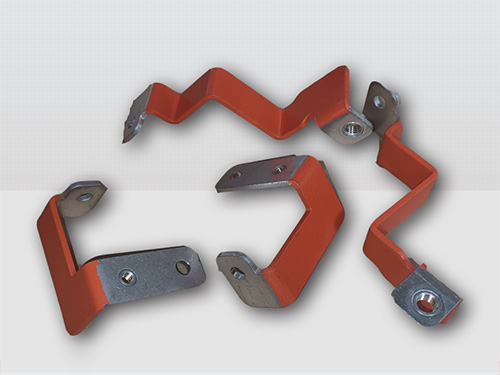
熱(rè)門産品
Product

青縣子航電子機械廠
Copyright © 2019 - 2020 www.cangzhouyoutai.com All Right Reserved.

 當前位置:
當前位置: