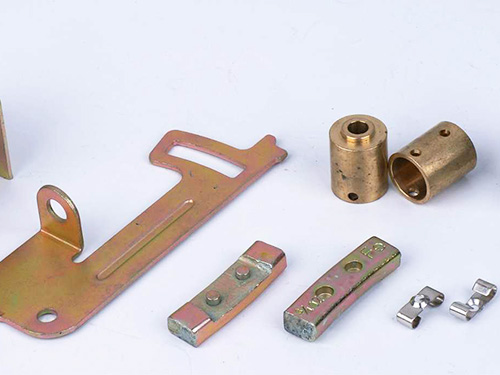

車載配線盒钣金加工分(fēn)工和(hé)操作都需要有明(míng)确的(de)規定,根據展開圖及批量的(de)不同選擇不同落料方式,車載配線盒钣金加工的(de)方式有激光(guāng),數控沖床,剪闆,模具等方式,本文主要對(duì)不鏽鋼钣金加工的(de)步驟,主要分(fēn)爲以下(xià)幾點:
選擇落料,完成後,進入下(xià)道工序,不同的(de)工件根據加工的(de)要求進入相應的(de)工序;
車載配線盒工件在折彎,壓鉚等工序完成後要進行表面處理(lǐ),不同闆材表面的(de)處理(lǐ)方式不同,冷(lěng)闆加工後一般進行表面電鍍,電鍍完後不進行噴塗處理(lǐ),采用(yòng)的(de)是進行磷化(huà)處理(lǐ),磷化(huà)處理(lǐ)後要進行噴塗處理(lǐ)。電鍍闆類表面清洗,脫脂,然後進行噴塗;
在噴塗之後進入裝配工序,裝配前,要将原來(lái)噴塗中用(yòng)的(de)保護貼紙撕去,确定零件内螺紋孔沒有被撒進漆或粉,在整個(gè)過程中,要戴上手套,避免手上灰塵附在工件上,有些工件吹幹淨。裝配好之後就進入包裝環節了(le),工件檢查後裝入的(de)包裝袋中進行保護,一些沒有包裝的(de)工件用(yòng)氣泡膜等進行包裝,在包裝前先将氣泡膜裁成可(kě)以包裝工件的(de)大(dà),以免一面包裝一面裁,影(yǐng)響加工速度;不鏽鋼批量大(dà)的(de)可(kě)定做(zuò)紙箱或氣泡袋、膠墊、托盤、木(mù)箱等。包裝好後放入紙箱,然後在紙箱上貼上相應成品或半成品标簽。
車載配線盒钣金加工件的(de)質量除在生産制程中嚴格要求外,就是需要獨立于生産的(de)品質檢驗,一是按圖紙嚴格把關尺寸,二是嚴格把關外觀質量。這(zhè)樣可(kě)以在不鏽鋼钣金加工的(de)過程中找到展開圖錯誤,制程中的(de)不良習(xí)慣,制程中的(de)錯誤。
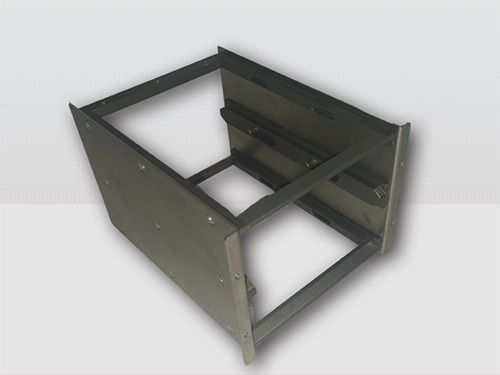
折彎時(shí)要先要根據圖紙上的(de)尺寸,材料厚度确定折彎時(shí)用(yòng)的(de)刀(dāo)具和(hé)刀(dāo)槽,避免産品與刀(dāo)具相碰撞引起變形是上模選用(yòng)的(de)關鍵(在同一個(gè)産品中,可(kě)能會用(yòng)到不同型号的(de)上模),下(xià)模的(de)選用(yòng)根據闆材的(de)厚度來(lái)确定;
壓鉚時(shí),要考慮螺柱的(de)高(gāo)度選擇相同不同的(de)模具,然後對(duì)壓力機的(de)壓力進行調整,以螺柱和(hé)工件表面平齊,避免螺柱沒壓牢或壓出超過工件面,造成工件報廢。焊接有氩弧焊,點焊,二氧化(huà)碳保護焊,手工電弧焊等,點焊先要考慮工件焊接的(de)位置,在不鏽鋼钣金批量生産時(shí)考慮做(zuò)定位工裝點焊位置準确。
爲了(le)焊接牢固,在要焊接的(de)工件上打凸點,可(kě)以使凸點在通(tōng)電焊接前與平闆均勻接觸,以各點加熱(rè)的(de)一緻,同時(shí)也(yě)可(kě)以确定焊接位置,同樣的(de),要進行焊接,要調好預壓時(shí)間,保壓時(shí)間,維持時(shí)間,休止時(shí)間,工件可(kě)以點焊牢固;
車載配線盒在表面前處理(lǐ)後,進入噴塗工序,在工件要求裝配後噴塗時(shí),牙或部分(fēn)導電孔需保護處理(lǐ),牙孔可(kě)查入軟膠棒或擰入螺釘,需導電保護的(de)要用(yòng)高(gāo)溫膠帶貼上,大(dà)批量的(de)做(zuò)定位工裝來(lái)定位保護,這(zhè)樣噴塗時(shí)不會噴到工件内部,在工件外表面能看到的(de)螺母(翻邊)孔處用(yòng)螺釘保護,以免噴塗後工件螺母(翻邊)孔處需要回牙。
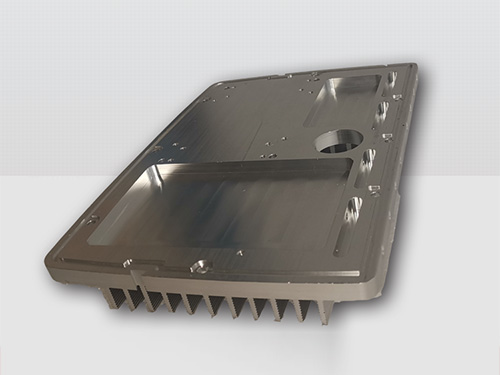
車載配線盒钣金加工材料彎曲時(shí),其圓角區(qū)上,外層收到拉伸,内層則受到壓縮。當材料厚度 時(shí),内r越小,材料的(de)拉伸和(hé)壓縮就越嚴重;當外層圓角的(de)拉伸應力超過材料的(de)強度時(shí),就會産生裂縫和(hé)折斷,因此,钣金加工的(de)折彎件再設計上應注意哪些問題呢(ne)?
1、钣金加工件彎曲零件的(de)結構設計,應避免過小的(de)彎曲圓角半徑曲半徑是指彎曲件的(de)内側半徑,t是材料的(de)壁厚。t爲材料壁厚,M爲退火狀态,Y爲硬狀态,Y2爲1/2硬狀态。公司常用(yòng)金屬材料小折彎半徑列表彎曲件的(de)直邊高(gāo)度。
2、一般情況下(xià)的(de)較小直邊高(gāo)度要求:彎曲件的(de)直邊高(gāo)度不宜太小,較小高(gāo)度按彎曲件的(de)直邊高(gāo)度較小值要求的(de)直邊高(gāo)度,如果設計需要彎曲件的(de)直邊高(gāo)度h≤2t,,則先要加大(dà)彎邊高(gāo)度,彎好後再加工到需要尺寸;或者在彎曲變形區(qū)内加工淺槽後,再折彎。
3、情況下(xià)的(de)直邊高(gāo)度要求彎邊側邊帶有斜角的(de)直邊高(gāo)度>3mm,當钣金彎邊側邊帶有斜角的(de)彎曲件時(shí),側面的(de)較小高(gāo)度爲:彎邊側邊帶有斜角的(de)直邊高(gāo)度折彎件上的(de)孔邊距。孔邊距:先沖孔後折彎,孔的(de)位置應處于彎曲變形區(qū)外,避免彎曲時(shí)孔會産生變形。
4、折彎件上的(de)孔邊距局部彎曲的(de)工藝切口折彎件的(de)彎曲線應避開尺寸突變的(de)位置局部彎曲某一段邊緣時(shí),爲了(le)防止尖角處應力集中産生彎裂,可(kě)将彎曲線移動 距離,以離開尺寸突變處。
信息動态
News

青縣子航電子機械廠
Copyright © 2019 - 2020 www.cangzhouyoutai.com All Right Reserved.

 當前位置:
當前位置: